This is an old revision of the document!
Table of Contents
Intro
https://hackerspace.pl/~informatic/laserintro.pdf - Krótkie intro do lasera
Software
http://www.3wcad.com/download.asp
Nowy sugerowany open source software: http://www.scorchworks.com/K40whisperer/k40whisperer.html
Ustawienia software
| Key | Value | Description |
|---|---|---|
| mainboard | *-M2 | Ważne, inaczej reszta ustawień działa dziwnie |
| PageSizeX | 378 | |
| PageSizeY | 309 | krokowiec w prawym dolnym rogu znajduje się w przestrzeni roboczej :u |
Also tryb zgodności z Windows XP SP3 ustawiony dla CorelLaser powoduje niebieski ekran przy zaznaczaniu rzeczy. Wyłączenie pomaga.
Ustawienia dla materiałów
NOWE DLA ZASILACZA 100W/TUBY 60W
NIGDY NIE USTAWIAJ MOCY WIĘKSZEJ NIŻ 42
| Materiał | Operacja | Prędkość | Moc lasera | Komentarz |
|---|---|---|---|---|
| folia MYLAR 0.125mm | wycinanie | 5 | 10 | folia nie pali się ani nie węgli, przy dobrej ostrości (10mm podłoża) juz praktycznie nadaje się do szablonów SMD |
| Materiał | Nie ciąć! | |||
| | - | - | Śmierdzi, trochę dusi, brzydkie krawędzie, raczej pls donut cut. | |
| | - | - | Absolutnie nigdy nie ciąć. Zabija lasery i hakerów. | |
| | - | - | jw. | |
| | - | - | poniżej 9.8 nic się nie engravuje, przy wyższych mocach/prędkościach widać “stopnie” na osi w której skanuje laser http://i.imgur.com/V5Qhzy2.jpg - preferowana opcja wyżej (best engraving method) |
{kind=link}
różne techniki
engraving drobnego tekstu na szybko
Jeśli engravujesz drobny tekst (≤ 12 pt czy nawet trochę większy) na laserze, to możesz nie robić “simulated fill” i po prostu pojechać laserem po krawędziach. Efekt jest porównywalny, a robi się szybciej.
engraving dwustronny
Można dość precyzyjnie wypalić coś po drugiej stronie. Można to zrobić nawet na oko, ustawiając punkt odniesienia na środek (“Refer: Center” w różowo-niebieskim okienku) i celując trąbą w środek elementu. Innym pomysłem jest wzięcie czystej, śmieciowej formatki, przytwierdzenie jej na brzegach do kraty, a następnie wycięcie kształtu elementu, prawdopodobnie odwróconego. Jeśli nie chce Ci się bawić formatką, można zrobić sobie jig z magnesów, korzystając być może również z krawędzi kraty. W tym ostatnim przypadku trzeba sprawdzić, czy krata leży prosto względem ramy lasera (która jest w przybliżeniu równoległa do łożysk), a nie stołu.

Co nie działa: nie działa imadło, które jest wbudowane w stół pod kratą, bo cały stół jest krzywy.
FAQ
lel wycina mi poprzedni projekt
Wyczyść kolejke, gdzieś w menubarze w przypadku Chińskiego Softu™, albo ikonką w trayu w corelu
Wycina mi dwukrotnie ścieżki
Zmniejsz szerokosć linii ~znacznie~ (0,001mm działa) albo wypełnij cały kontur kolorem (update: na nowym komputerze jakoś działa dobrze bez zmniejszania grubości linii w przypadku exportów PDF z Solvespace)
"Nieokreślony błąd" przy wybieraniu "Cutting / Engraving" na chinatoolbarze
Upewnij się że SVG który załadowałeś jest czystym SVG a nie Inkscapowym, a następnie porozgrupowuj wszystko, usuwając “Locked SVG Data” w “Object Manager”. (*a w ogóle, to najlepiej żebyś korzystał z PostScriptu…*)
Jak zrobić jednocześnie engraving i cutting?
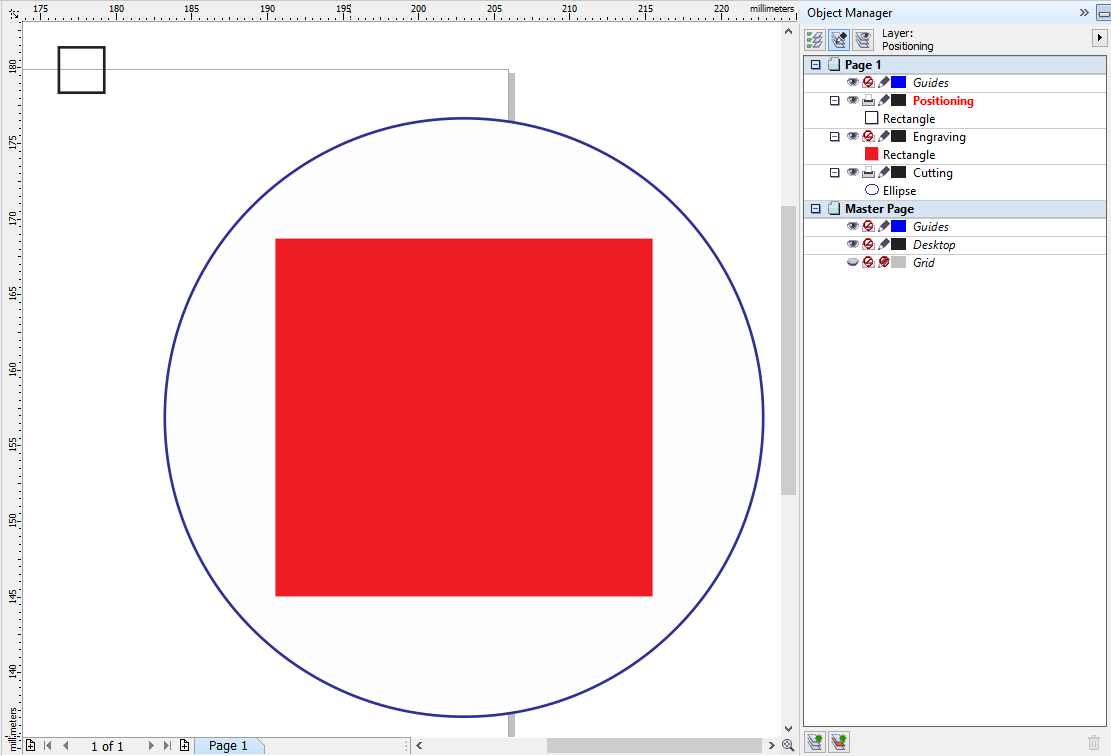
Wydziel części do cięcia i grawerunku na oddzielne warstwy. Dodaj “punkt zaczepienia” na kolejnej warstwie w formie kwadratu 3x3mm w lewym górnym rogu elementu który chcesz wykonać. Następnie w “Object manager” odznacz widoczność/wydruk warstwy do cięcia, włącz engraving. Po zakończeniu grawerunku włącz widoczność/wydruk warstwy do cięcia i wyłącz tą od grawerunku. Efekt taki jak tutaj:
 (clickety click)
(clickety click)
Krawędzie ciętej pleksy są postrzępione/przyciemnione
Nie używaj domyślnego blaszanego podłoża. Wyjmij je i połóż plexi na jakich innych dystansach najlepiej tak by wszystkie krawędzie cięcia wisiały w powietrzu. Grubość domyślnego podłoża 20 mm.
Z lasera dobywa się dziwny pisk
Po włączeniu laser powinien wydobyć cztery sekundowe piski. Oznacza to że System Wykrywania Chłodzenia™ poprawnie się uruchomił. Jeżeli laser dalej wydaje dźwięki (półsekundowe piski lub ciągły pisk) oznacza to że chłodzenie nie działa poprawnie.
Z tyłu lasera wylała się woda, i teraz boli mnie brzuch
W przypadku wycieku chłodziwa należy wyłączyć laser i unikać kontaktu z cieczą. Jest to woda destylowana☠ z dodatkiem glikolu etylenowego☠.
Mam tekst narysowany czcionką, której nie ma w chińskim corelu, więc mi podmienia na Arial
Koncepcyjnie najłatwiejszą rzeczą jest konwersja Ghostscriptem PDF → PS → PDF, gubiąc po drodze czcionki. Działa to:
gs -sDEVICE=pswrite -dNOCACHE -sOutputFile=- -q -dbatch -dNOPAUSE -dQUIET "$INFILE" -c quit | ps2pdf - "$OUTFILE"
Hacking
- klucz sprzętowy nie jest potrzebny do sterowania laserem
Ciekawe materiały
- kerfbend - gięcie sklejki po nacięciu
- święta - template'y ozdób świątecznych
- http://www.makercase.com/ -(webapp dla tworzenia pudełek z sklejki) działa niespodziewanie nieźle, czasami przy t-slotach na krótkich ścianach wychodzą za małe taby, troszeczkę bugaste - przy pozytywnej sklejce fingerjoints (material thickness: 2.88, kerf: 0.1, grubość stroke 0.001mm ustawione w Corelu) wychodzą przyjemnie ciasne, na tyle że nie powinno się rozpaść, nawet bez stosowania
- https://github.com/Jack000/SVGnest - open source nesting
- http://www.123dapp.com/make - Autodesk 123D Make potrafi kroić model 3D na plasterki pod laser